Sa mga nagdaang araw, ang proseso ng metal welding ay maaaring gawin sa pamamagitan ng pag-init ng mga metal at pinindot nang magkakasama na kilala bilang pamamaraang hinang ng forge. Ngunit sa kasalukuyan, ang teknolohiya ng hinang ay binago ng pagdating ng kuryente . Noong ika-19 na siglo, ang resistensya, gas at arc welding ay naimbento. Pagkatapos nito, mayroon iba't ibang uri ng mga teknolohiya ng hinang naimbento tulad ng alitan, ultrasonic, plasma, laser , hinang ng electron beam. Bagaman, ang mga aplikasyon ng teknolohiya ng hinang ay pangunahing nagsasangkot sa iba't ibang mga industriya. Tinalakay sa artikulong ito ang resistensyang hinang, prinsipyo ng pagtatrabaho, iba't ibang uri, pakinabang, kawalan, at Aplikasyon.
Ano ang Welding ng Paglaban?
Ang welding welding ay maaaring tukuyin dahil ito ay isang likidong paraan ng hinang ng estado kung saan ang metal-to-metal joint ay maaaring mabuo sa loob ng isang likidong estado kung hindi man ay tinunaw na estado. Ito ay pamamaraang thermoelectric kung saan ang init ay maaaring mabuo sa Ito ay isang proseso na thermo-electric kung saan ang init ay nabuo sa mga eroplano ng gilid ng mga plate ng hinang dahil sa paglaban ng elektrisidad at isang magkasanib na hinang ay maaaring malikha sa pamamagitan ng paglalapat ng mababang presyon sa mga plate na ito. Ang ganitong uri ng hinang ay gumagamit ng resistensya sa kuryente upang makabuo ng init. Ang prosesong ito ay napaka episyente nang walang polusyon ngunit ang mga application ay limitado dahil sa mga tampok tulad ng kagamitan gastos ay mataas, at materyal na kapal ay limitado.

Pag-welding ng Paglaban
Prinsipyo sa Paggawa ng Paglaban ng Paglaban
Ang nagtatrabaho prinsipyo ng welding welding ay ang pagbuo ng init dahil sa paglaban ng kuryente. Ang welding welding tulad ng seam, spot, protection ay gumagana sa parehong prinsipyo. Kailan man dumadaloy ang kasalukuyang paglaban ng kuryente , pagkatapos ay mabubuo ang init. Ang parehong prinsipyo ng pagtatrabaho ay maaaring magamit sa loob ng electric coil. Ang nabuong init ay nakasalalay sa paglaban ng materyal, inilapat kasalukuyang, mga kondisyon ng isang ibabaw, inilapat ang kasalukuyang tagal ng panahon
Ang pagbuo ng init na ito ay nagaganap dahil sa pagbabago ng enerhiya mula sa electric hanggang sa thermal. Ang formula ng welding welding para sa henerasyon ng init ay
H = akodalawaRT
Kung saan
- Ang 'H' ay isang nabuong Heat, at ang unit ng init ay isang joule
- Ang 'I' ay isang kasalukuyang kuryente, at ang yunit ng ito ay ampere
- Ang 'R' ay isang paglaban sa kuryente, at ang yunit ng ito ay Ohm
- Ang 'T' ay ang oras ng kasalukuyang daloy, at ang unit ng ito ay pangalawa
Ang nabuong init ay maaaring magamit upang mapahina ang gilid na metal upang hugis ang isang matigas na magkasanib na hinang na may pagsasanib. Ang pamamaraang ito ay bumubuo ng hinang walang aplikasyon ng anumang pagkilos ng bagay, materyal ng tagapuno, at mga gas na pang-kalasag.
Mga uri ng Welding ng Paglaban
Iba iba mga uri ng welding welding ay tinalakay sa ibaba.
Spot Welding
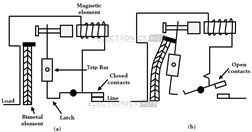
Ang spot welding ay ang pinakasimpleng uri ng hinang kung saan ang mga bahagi ng trabaho ay sama-sama na gaganapin sa ibaba ng puwersa ng mukha ng anvil. Ang mga electrode na tanso (Cu) ay makikipag-ugnay sa bahagi ng trabaho at sa daloy ng kasalukuyang dumaan. Nalalapat ang materyal na bahagi ng trabaho ng ilang mga resistensya sa loob ng kasalukuyang daloy na magdudulot ng limitadong produksyon ng init. Mataas ang resistensya sa mga gilid sa gilid dahil sa puwang ng hangin. Nagsisimula ang kasalukuyang magbigay ng sa pamamagitan nito, pagkatapos ay babawasan nito ang ibabaw na gilid.

Spot Welding
Ang kasalukuyang supply at ang oras ay dapat sapat para sa tamang paglusaw ng mga mukha sa gilid. Ngayon ang pag-agos ng kasalukuyang ay titigil gayunpaman ang puwersa na inilapat sa elektrod ay nagpatuloy sa isang segundo, samantalang ang hinang ay mabilis na pinalamig. Sa paglaon, inaalis ng mga electrode pati na rin ang makipag-ugnay sa bagong lugar upang lumikha ng isang pabilog na piraso. Pangunahin ang laki ng piraso ay depende sa laki ng elektrod (4-7 mm).
Seam Welding
Ang ganitong uri ng hinang ay kilala rin bilang tuluy-tuloy na spot welding kung saan maaaring magamit ang isang pormulang roller form upang maibigay ang kasalukuyang sa buong mga bahagi ng trabaho. Sa una, ang mga roller electrode ay nakikipag-ugnay sa bahagi ng trabaho. Ang matataas na kasalukuyang ay maaaring ibigay sa pamamagitan ng mga roller ng elektrod na ito upang matunaw ang mga gilid ng gilid at hugis ng isang magkasanib na hinang.

Seam Welding
Sa kasalukuyan, magsisimula ang mga roller ng elektrod sa mga plate ng trabaho upang gumawa ng isang permanenteng magkasanib na hinang. Maaaring kontrolin ang paggalaw ng tiyempo at electrode na paggalaw upang magarantiya na ang magkakapatong at ang bahagi ng trabaho ay hindi nakakakuha ng masyadong mainit. Ang bilis ng hinang ay maaaring tungkol sa 60 sa bawat minuto sa loob ng seam welding, na ginagamit upang makagawa ng mga airtight joint.
Welding ng Proyekto
Ang welding ng projection ay katulad ng spot welding bukod sa isang dimple ay maaaring mabuo sa mga bahagi ng trabaho sa lugar kung saan man ginugusto ang welding. Sa kasalukuyan ang mga bahagi ng trabaho na hawak sa electrode pati na rin ang isang malaking dami ng kasalukuyang daloy sa pamamagitan nito. Ang isang maliit na dami ng presyon ay maaaring mailapat sa buong elektrod sa mga welding Shield. Ang daloy ng kasalukuyang sa buong dimple na kung saan natutunaw ito at ang lakas na dahilan ng antas ng dimple at hugis ng isang hinang.

Welding ng Proyekto
Welding ng Flash na puwit
Ang welding ng puwit ng flash ay isang uri ng welding welding, ginagamit para sa mga welding tubes pati na rin ang mga pamalo sa loob ng mga industriya ng bakal. Sa pamamaraang ito, ang dalawang mga bahagi ng trabaho ay hinangin na kung saan ay gaganapin nang mahigpit sa mga may hawak ng elektrod pati na rin ang isang mataas na pulsed flow ng kasalukuyang sa loob ng 1,00,000 saklaw na ampere ay maaaring ibigay patungo sa materyal na bahagi ng trabaho.

Welding ng Flash Butt
Sa dalawang may hawak ng electrode, ang isa ay permanente at ang iba ay nababago. Sa una, ang daloy ng kasalukuyang ay maaaring maibigay at mababago ang salansan ay sapilitang laban sa permanenteng salansan dahil sa makipag-ugnay sa dalawang mga bahagi ng trabaho sa mataas na kasalukuyang, ang spark ay nabuo. Kailan man lumapit ang gilid sa gilid sa plastik na hugis, ang pagdaloy ng kasalukuyang ay titigil pati na rin ang puwersa ng ehe ay maaaring mapabuti upang lumikha ng magkasanib. Sa pamamaraang ito, maaaring mabuo ang hinang dahil sa pagpapapangit ng plastik.
Mga Aplikasyon sa Welding ng Paglaban
Ang mga application ng welding welding isama ang sumusunod.
- Ang ganitong uri ng hinang ay maaaring malawak na magamit sa loob mga industriya ng automotive , paggawa ng nut pati na rin isang bolt.
- Ang seam welding ay maaaring magamit upang makabuo ng tagas patunayan magkasanib na kinakailangan sa loob ng maliit na tank, mga boiler , atbp.
- Maaaring magamit ang flash welding para sa mga welding tubo at tubo.
Mga kalamangan sa Welding ng Paglaban
Ang mga kalamangan at kawalan ng welding welding isama ang sumusunod
Mga kalamangan
- Ang pamamaraang ito ay simple at hindi kinakailangan ng mataas na dalubhasang paggawa.
- Ang kapal ng welding welding metal ay 20mm, at ang payat ay 0.1 mm
- Awtomatiko nang simple
- Ang rate ng produksyon ay mataas
- Parehong nauugnay, at iba't ibang mga metal ay maaaring hinangin.
- Ang bilis ng hinang ay magiging mataas
- Hindi ito nangangailangan ng anumang pagkilos ng bagay, tagapuno ng metal at pagprotekta ng mga gas.
Mga Dehado
- Ang gastos sa mga tool ay magiging mataas.
- Ang kapal ng seksyon ng trabaho ay limitado dahil sa kasalukuyang kinakailangan.
- Hindi gaanong bihasa ito para sa mga kagamitang mataas ang kondaktibo.
- Gumugugol ito ng mataas na lakas-kuryente.
- Ang mga magkasanib na magkasanib ay naglalaman ng maliit na lakas na makunat at pagkapagod.
Sa gayon, ito ay tungkol sa proseso ng welding welding , na ginagamit para sa hinang dalawang metal. Nagsasama ito ng isang welding head na ginamit upang hawakan ang metal sa mga electrode nito at naglalapat ng isang hinang supply ng kuryente & lakas upang hinang ang metal. Kapag ang lakas ay inilapat, ang paglaban ay gumagawa ng init, pagkatapos ay ang welding welding ay gumagamit ng init. Gayundin, tuwing ang daloy ng kasalukuyang mga pagtatangka upang magpatuloy sa buong dalawang metal, kung gayon ang init ay maaaring mabuo dahil sa paglaban ng metal. Kaya't sa wakas ang welding na ito ay maaaring magamit upang magwelding ng mga metal gamit ang presyon pati na rin ang init. Narito ang isang katanungan para sa iyo, ano ang mga parameter ng hinang ng pagtutol ?
Mga Kredito sa Larawan: Spot Welding at Seam Welding