Ang unang pamamaraan ng welding ng arc ay binuo noong ika-19 na siglo, at ito ay naging makabuluhan sa loob ng paggawa ng mga bapor sa buong II-World War. Ngayon ay nananatili itong isang makabuluhang proseso para sa mga sasakyan pati na rin ang katha ng istraktura ng bakal. Ito ay isa sa mga tanyag na pamamaraan ng hinang na ginagamit para sa pagsali sa mga metal sa mga industriya. Sa ganitong uri ng hinang, ang magkasanib ay maaaring mabuo sa pamamagitan ng pagtunaw ng metal sa tulong ng kuryente . Kaya't dahil sa kadahilanang ito, pinangalanan itong isang electric arc. Ang pangunahing pakinabang ng hinang na ito ay, ang isang mataas na temperatura ay maaaring madaling binuo para sa hinang. Ang saklaw na temperatura ng hinang ng arc ay magiging 6k degrees centigrade hanggang 7k degrees centigrade. Tinalakay sa artikulong ito ang isang pangkalahatang ideya ng welding ng electric arc.
Ano ang Electric Arc Welding?
Ang kahulugan ng arc welding ay isang proseso ng hinang na ginagamit para sa hinang ang mga metal sa tulong ng kuryente upang makabuo ng sapat na init para sa paglambot ang metal , pati na rin kapag ang lamog na metal ay pinalamig pagkatapos ang mga metal ay pai-welding. Gumagamit ang ganitong uri ng hinang isang supply ng kuryente upang makagawa ng arko sa pagitan ng isang metal stick at ang batayang materyal upang mapahina ang mga metal sa dulo ng contact.

Electric ARC Welding
Ang mga welder ay maaaring magamit alinman Kung hindi man AC , at mga electrode tulad ng natupok kung hindi man maubos. Pangkalahatan, ang lokasyon ng hinang ay maaaring ipagtanggol sa ilang uri ng gas na pang-protinga, mag-abo, kung hindi man, singaw. Ang proseso ng hinang na ito ay maaaring maging manu-mano, buo, o semi-automated.
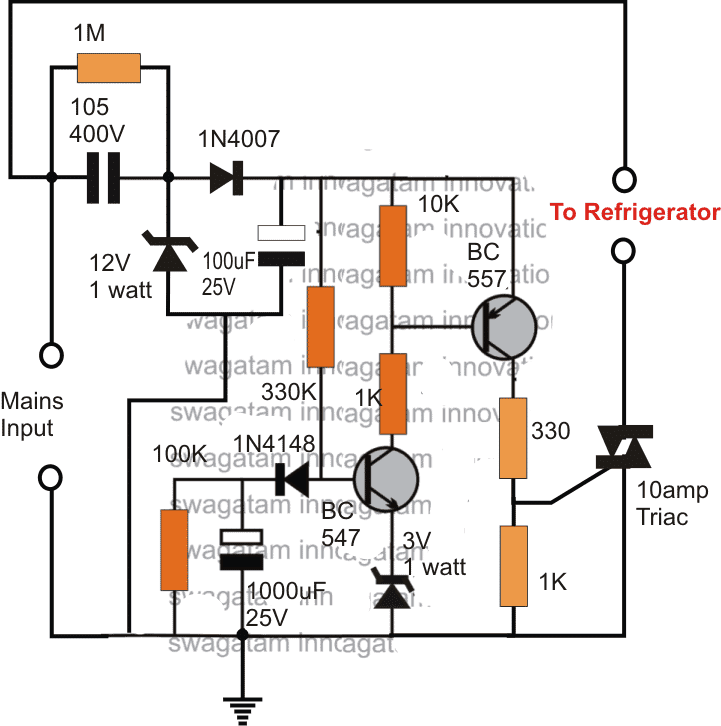
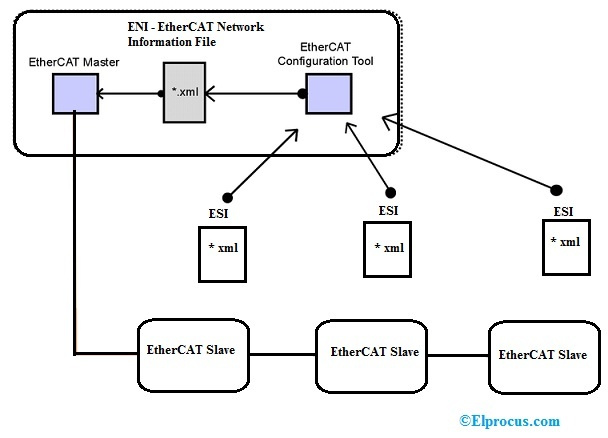
Diagram ng Circuit
Sa proseso ng welding ng Arc, ang init ay maaaring mabuo sa pamamagitan ng isang electric arc na sinaktan sa isang electrode pati na rin ang workpiece. Ang electric arc ay kumikinang na de-koryenteng paglabas sa dalawang electrode gamit ang ionized gas.
Ang anumang uri ng pamamaraan ng welding ng arc ay nakasalalay sa isang de-kuryenteng circuit na higit sa lahat ay may kasamang iba't ibang mga bahagi tulad ng supply ng kuryente, workpiece, welding electrode & electric cables upang ikonekta ang electrode pati na rin ang workpiece patungo sa power supply.

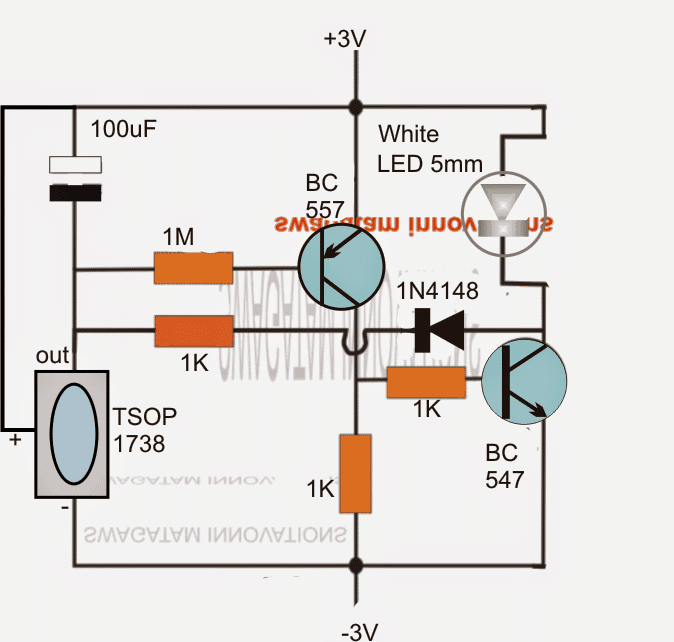
Circuit ng Welding ng Arc
Ang electric arc winding circuit ay maaaring mabuo ng isang electric arc sa gitna ng electrode pati na rin ang workpiece. Ang temperatura ng arko ay maaaring dumating sa 5500 ° C (10000 ° F), na sapat upang pagsamahin ang mga gilid ng workpiece.
Kapag ang isang mahabang pagsali ay kinakailangan pagkatapos ay ang arc ay maaaring ilipat sa pamamagitan ng magkasanib na linya. Ang weld pool ng front edge ay natutunaw ang welded ibabaw sa sandaling ang likod na gilid ng pool ay tumigas upang mabuo ang magkasanib.
Kapag ang isang tagapuno ng metal ay kinakailangan para sa pinahusay na bonding, ang wire ay maaaring magamit sa labas ng materyal na pinakain sa arc region, na natutunaw at nilo-load ang weld pool. Ang komposisyon ng kemikal ng isang tagapuno ay may kaugnayan sa workpiece.
Ang tinunaw na metal sa loob ng weld pool ay maaaring maging aktibo sa kemikal at tumutugon sa kalapit na kapaligiran. Dahil dito, ang hinangin ay maaaring mahawahan sa pamamagitan ng oksido pati na rin ang pagsasama ng nitride upang pahinain ang mga mekanikal na katangian nito. Kaya, ang weld pool ay maaaring maprotektahan sa pamamagitan ng mga Neutral na Shielding gases tulad ng helium, argon & Shielding ng fluxes mula sa kontaminasyon. Ang mga kalasag ay ibinibigay para sa weld zone sa anyo ng isang flux coating para sa elektrod kung hindi man sa iba pang mga form.
Prinsipyo sa Paggawa
Ang nagtatrabaho prinsipyo ng paikot-ikot na arc ay, sa isang proseso ng hinang ang init ay maaaring mabuo gamit ang isang electric arc strike sa gitna ng workpiece pati na rin isang electrode. Ito ay kumikinang na de-koryenteng paglabas kasama ng dalawang electrode sa buong ionized gas.
Ang kagamitan sa arc welding pangunahin ay nagsasama ng isang AC machine kung hindi man DC machine, Electrode, Holder para sa electrode, Cables, Mga konektor para sa cable, Earthing clamp, Chipping martilyo, Helmet, Wire brush, Kamay na guwantes, Mga salaming pangkaligtasan, manggas, Mga apron, atbp.
Mga uri ng Welding ng Arc
Ang welding ng arc ay inuri sa iba't ibang uri na kasama ang mga sumusunod.
- Plasma Arc Welding
- Welding ng Metal Arc
- Welding ng Carbon Arc
- Gas Tungsten Arc Welding
- Welding ng Gas Metal Arc
- Nailubog na Arc Welding
- SMAW - Shielded Metal Arc Welding
- FCAW (Flux Cored Arc Welding)
- ESW (Electro-Stroke Welding)
- Welding ng Arc Stud
Plasma Arc Welding
Ang welding ng plasma arc (PAW) ay katulad ng GTAW o welding ng tungsten ng gas. Sa ganitong uri ng proseso ng hinang, ang arc ay bubuo sa bahagi ng trabaho pati na rin ang tungsten electrode. Ang pangunahing hindi pagkakapareho sa pagitan ng plasma arc welding at gas tungsten welding ay ang elektrod ay matatagpuan sa loob ng sulo ng Plasma arc welding. Maaari itong maiinit ang gas sa ang temperatura ng 30000oF at palitan ito sa plasma upang atake sa rehiyon ng hinang.
Welding ng Metal Arc
Pangunahing gumagamit ang proseso ng metal arc welding (MAW) ng isang metal electrode para sa proseso ng hinang. Ang metal electrode na ito ay maaaring maging alinman sa natupok kung hindi man hindi maubos batay sa kinakailangan. Karamihan sa ginamit na naubos na elektrod ay maaaring sakop ng pagkilos ng bagay, at ang pangunahing pakinabang ng ganitong uri ng proseso ng hinang ay nangangailangan ito ng mababang temperatura kumpara sa iba.
Welding ng Carbon Arc
Ang proseso ng Carbon arc welding (CAW) ay pangunahing ginagamit ang isang carbon rod tulad ng isang electrode para sa hinang ang metal joint. Ang ganitong uri ng arc welding ay ang pinakalumang proseso ng welding ng arc at nangangailangan ng mataas na kasalukuyang, mababang boltahe para sa pagbuo ng arc. Sa ilang mga kaso, ang isang arko ay maaaring mabuo sa dalawang carbon electrode na kung saan ay pinangalanang kambal na hinang na carbon arc.
Gas Tungsten Arc Welding
Ang gas tungsten arc welding (GTAW) ay tinatawag ding Tungsten inert gas welding (TIGW). Sa ganitong uri ng proseso ng hinang, isang tungsten electrode na hindi maubos ay maaaring gamitin para sa hinang ang materyal. Ang elektrod na ginagamit sa hinang na ito ay maaaring nakapaloob sa mga gas tulad ng argon, helium, atbp. Ang mga gas na ito ay magbabantay sa rehiyon ng hinang laban sa oksihenasyon. Ang ganitong uri ng hinang ay maaaring magamit para sa hinang manipis na mga sheet.
Welding ng Gas Metal Arc
Ang metal metal arc welding (GMAW) ay tinatawag ding Metal inert gas welding (MIGW). Gumagamit ito ng isang sariwang metal electrode na protektado ng gas tulad ng helium, argon, atbp. Ang mga gas na ito ay mapoprotektahan ang pagsali sa lugar mula sa oksihenasyon at bumubuo ng maraming mga layer ng materyal na hinang. Sa ganitong uri ng proseso ng welding ng arc, ang isang tagapuno ng kawad ay maaaring pakainin ng tuluy-tuloy gamit ang isang hindi maubos na metal na elektrod para sa hinang ang metal.
Nailubog na Arc Welding
Ang Submerged arc welding (SAW) ay maaaring malawak na magamit sa loob ng isang awtomatikong pamamaraan ng hinang. Sa ganitong uri ng proseso ng hinang, ang isang elektrod ay ganap na nakalubog ng butil na patong ng pagkilos ng bagay, at ang pagkilos ng bagay na ito ay maaaring isang konduktor sa kuryente hindi yan tutol sa suplay ng kuryente. Ang solidong patong ng pagkilos ng bagay ay hihinto ang natunaw na metal mula sa ultra-violate radiation at kapaligiran.
SMAW - Shielded Metal Arc Welding
Ang terminong SMAW ay nangangahulugang 'Shielded Metal Arc Welding' na tinatawag ding stick welding flux Shielded arc welding o manual metal arc welding (MMA / MMAW). Ang ganitong uri ng hinang ay ginagamit kung saan ang arc ay sinaktan sa workpiece pati na rin ang metal rod. Kaya't ang ibabaw ng pareho ng mga ito ay maaaring matunaw upang makabuo ng isang weld pool.
Kapag natutunaw kaagad ang patong ng pagkilos ng bagay sa tungkod pagkatapos ay bubuo ito ng slag & gas upang maprotektahan ang weld pool mula sa paligid. Ito ay isang nababaluktot na pamamaraan at angkop para sa pagkonekta ng mga materyales tulad ng ferrous at non-ferrous sa pamamagitan ng isang materyal na kapal sa lahat ng mga lokasyon.
FCAW (Flux Cored Arc Welding)
Ang ganitong uri ng hinang ay isang kahalili sa panangga ng metal arc welding. Gumagana ang flux-cored arc welding na ito sa isang elektrod pati na rin ang isang matatag na supply ng kuryente ng boltahe upang makapagbigay ito ng isang matatag na haba ng arko. Gumagawa ang pamamaraang ito sa pamamagitan ng paggamit ng isang gas na panghangga o ang gas na nabuo sa pamamagitan ng pagkilos ng bagay upang mabigyan ng kaligtasan mula sa nakakahawa.
ESW (Electro-Stroke Welding)
Sa ganitong uri ng hinang, ang init ay ginawa sa pamamagitan ng kasalukuyan at ipinapasa kasama ang tagapuno ng metal pati na rin ang workpiece na gumagamit ng isang tinunaw na slag sa ibabaw ng hinang. Dito, ginagamit ang welding flux upang punan ang agwat sa pagitan ng dalawang workpiece. Ang ganitong uri ng hinang ay maaaring masimulan sa pamamagitan ng isang arko sa gitna ng elektrod pati na rin ang workpiece.
Ang arko ay bumubuo ng init upang matunaw ang flxing powder at gumagawa ng tinunaw na slag. Dito nagsasama ang slag ng mas kaunting kondaktibiti sa kuryente na maaaring mapanatili sa loob ng likidong kondisyon dahil sa init na nabuo sa pamamagitan ng kasalukuyang kuryente. Ang slag ay nakakakuha ng 3500 ° F ng temperatura at sapat ito para sa pagtunaw ng mga gilid ng workpiece at naubos na elektrod. Ang mga droplet na metal ay mahuhulog patungo sa weld pool at ikinokonekta ang mga workpiece. Ang ganitong uri ng hinang ay pangunahing nalalapat sa bakal.
Welding ng Arc Stud
Ang ganitong uri ng hinang ay lubos na maaasahan at ginagamit sa isang malawak na hanay ng mga application. Ang pamamaraang ito ay ginagamit upang magwelding ng anumang laki ng metal na may isang workpiece sa pamamagitan ng pinakamataas na pagpasok ng hinang.
Ang ganitong uri ng hinang ay maaaring lumikha ng matigas, hinang sa isang solong panig sa mga base metal na may kapal na 0.048-pulgada. Ang arc na ito ay maaaring mabuo sa pamamagitan ng paggamit ng DC power supply metal fasteners ferrules at isang stud welding gun. Sa hinang na ito, mayroong tatlong mga karaniwang pamamaraan na ginamit tulad ng iginuhit na arc, maikling arc stud & gas arc stud welding.
Ang gumuhit na pamamaraan ng arc ay gumagana sa pagkilos ng bagay sa pamamagitan ng naayos sa loob ng stud upang linisin ang ibabaw ng metal sa buong hinang. Sa buong arcing, ang pagkilos ng bagay ay maaaring vaporized at tumugon sa pamamagitan ng mga elemento ng polusyon sa loob ng kapaligiran upang mapanatili ang malinis na rehiyon ng hinang.
Ang maikling pamamaraan ng arko ay katulad ng iginuhit na arko, bukod sa na ito ay gumagamit ng walang pagkarga ng pagkilos ng bagay kung hindi man ferrule. Kaya, ang pamamaraang ito ay nagbibigay ng pinakamaikling oras ng hinang ng mga diskarte sa welding ng arc stud. Gumagana ang pamamaraan ng gas arc stud sa pamamagitan ng static na Shielding gas na walang ferrule o pagkilos ng bagay na ginagawang mas madaling i-automate.
Iba Pang Mga Uri ng Welding ng Arc
Alam namin na ang karamihan sa mga industriya ay gumagamit ng disenyo ng metal at ang pinakakaraniwang ginagamit na mga welding ay tinalakay sa itaas. Ngunit, maraming iba pang mga pamamaraan ay maaari ring magwelding ng dalawa o mas mataas na mga metal na magkasama tulad ng sumusunod.
Pag-welding ng Electronic Beam
Ang EBM o Electronic beam welding ay ginagamit upang sumali sa mga metal saanman ang mga alon ng electron ay pinaputok sa mataas na tulin para sa hinang ang isang ibabaw ng metal sa isa pa. Sa sandaling maabot ng alon ng elektron ang layunin nito, pagkatapos ay ang apektadong lugar ay matutunaw na sapat lamang upang pagsamahin ang magkadugtong na bahagi sa lugar.
Ang ganitong uri ng hinang ay napakapopular sa pang-industriya na lugar. Ang pamamaraan ay partikular na kapaki-pakinabang para sa mga tagagawa ng aerospace at automotive, na gumagamit ng hinang na ito upang pagsamahin ang ilang mga bahagi ng metal sa loob ng mga trak, kotse, eroplano at spacecraft. Dahil sa likas na katangian ng electronic welding welding batay sa vacuum, ang pamamaraan ay ligtas para sa trabaho sa krisis sa mga bakanteng bahay at gusali.
Welding ng Atomic Hydrogen
Ang welding ng AHW o Atomic hydrogen ay isang lumang pamamaraan para sa pagkonekta ng mga metal na madalas na bumagsak sa gilid para sa mas mahusay na mga diskarte tulad ng welding ng gas metal arc. Ang isang rehiyon kung saan pamilyar pa rin ang awtomatikong welding ng hydrogen ay sa welding ng tungsten. Dahil ang tungsten ay lubos na tumutugon sa init, ang hinang na ito ay ligtas para sa pamamaraang ito.
Welding ng Electroslag
Ito ay mabilis na hinang, naimbento noong 1950s. Ang ganitong uri ng hinang ay nag-uugnay sa mga mabibigat na riles upang magamit sa kagamitan at makina sa mga industriya. Tulad ng ipinahihiwatig ng pangalan, kinuha ito mula sa mga may hawak ng tubig na tanso na nakapaloob sa tool na ginagamit para sa hinang ng electroslag. Ipinagpatuloy ng tubig ang likidong mag-abo mula sa pagtulo sa ibang mga rehiyon sa buong session ng hinang.
Welding ng Carbon Arc
Ang welding ng CAW o Carbon arc ay isang diskarteng nagbubuklod, ginagamit upang ikonekta ang mga metal sa pamamagitan ng paglalapat sa itaas ng 300 degree na temperatura ng Celsius. Sa ganitong uri ng hinang, ang isang arko ay maaaring mabuo sa mga electrode pati na rin ang mga ibabaw ng metal. Ang pamamaraan na ito ay sikat minsan, ngunit ngayon ay hindi na napapanahon ng welding ng kambal-carbon-arc.
Oxy-Fuel Welding
Ang ganitong uri ng hinang ay isang pamamaraan na gumagamit ng oxygen at likidong gasolina upang i-fuse ang metal sa porma. Ang mga inhinyero ng Pransya na sina Charles Picard at Edmond Fouché ay naimbento noong ika-20 siglo. Sa prosesong ito, ang temperatura na nabuo ng oxygen ay ginagamit sa mga lugar na ibabaw ng metal. Ang welding na ito ay nagaganap sa isang panloob na kapaligiran.
Paglaban sa Spot Welding
Ginagamit ang welding welding spot kung saan ikinokonekta ng init ang mga ibabaw ng metal. Ang init ay maaaring mabuo mula sa paglaban ng mga de-koryenteng alon. Ang ganitong uri ng hinang ay kabilang sa isang koleksyon ng mga diskarteng hinang na tinatawag na welding ng kuryente.
Pag-welding ng Seam ng Paglaban
Ang resistensya seam welding ay isang pamamaraan na gumagawa ng init sa mga metal faying ibabaw sa pamamagitan ng mga nauugnay na katangian. Ang ganitong uri ng hinang ay nagsisimula sa isang mukha ng isang magkasanib at gumagana ang mode nito sa kabilang dulo. Kaya, ang pamamaraang ito ay higit sa lahat nakasalalay sa mga kambal electrode na karaniwang gawa sa materyal na tanso.
Welding ng Proyekto
Ang welding ng Proyekto ay isang pamamaraan na pumipigil sa init sa isang tumpak na rehiyon para sa paglalagay. Ang pamamaraang ito ay napaka-pangkaraniwan sa mga proyekto na gumagamit ng studs, nut & iba pang mga sinulid na metal na fastener, wire at naka-cross bar.
Cold Welding
Ang isang kahaliling pangalan ng hinang na ito ay contact welding. Ang ganitong uri ng hinang ay ginagamit upang ikonekta ang mga ibabaw ng mga metal nang hindi natutunaw sa init.
Mga kalamangan ng Welding ng Arc
Pangunahing isinasama ng mga pakinabang ng Arc welding ang sumusunod.
- Ang arc welding ay may mataas na bilis pati na rin ang kahusayan sa hinang
- May kasama itong isang simpleng kagamitan sa hinang.
- Ito ay madaling ilipat.
- Ang welding ng arc ay bumubuo ng pisikal na malakas na bono sa pagitan ng mga hinang metal.
- Nagbibigay ito ng maaasahang kalidad ng hinang
- Nag-aalok ang welding ng arc ng isang nakahihigit na kapaligiran ng hinang.
- Ang pinagkukunan ng lakas ng hinang na ito ay hindi magastos.
- Ang hinang na ito ay isang mabilis at pare-pareho na proseso.
- Maaaring magamit ng welder ang ordinaryong kasalukuyang domestic.
Mga disadvantages ng Arc Welding
Ang mga kawalan ng Arc welding ay kasama ang sumusunod.
- Ang isang mataas na dalubhasa sa operator ay kinakailangan upang magsagawa ng arc welding.
- Ang rate ng pagtitiwalag ay maaaring hindi kumpleto dahil ang takip ng elektrod ay may kaugaliang masunog at bumaba
- Ang haba ng elektrod ay 35mm at nangangailangan ng pagbabago ng electrode para sa buong rate ng produksyon.
- Ang mga ito ay hindi malinis para sa mga reaktibo na metal tulad ng titanium at aluminyo
Mga Aplikasyon
Ang mga aplikasyon ng Arc Welding ay nagsasama ng sumusunod.
- Ginamit sa mga welding ng sheet sheet
- Para sa hinang manipis, ferrous at di-ferrous na metal
- Ginamit upang mag-disenyo ng mga daluyan ng presyon at presyon
- Ang mga pagpapaunlad ng tubo sa mga industriya
- Ginamit sa mga domain ng automotive at home furnishing
- Mga industriya ng Shipbuilding
- Ginamit sa tagagawa ng sasakyang panghimpapawid at aerospace
- Auto body pagpapanumbalik
- Riles
- Ang mga industriya tulad ng konstruksyon, automotive, mechanical, atbp
- Ang Gas Tungsten Arc Welding ay ginagamit sa mga industriya ng aerospace upang ikonekta ang maraming mga lugar tulad ng sheet metal
- Ang mga welding na ito ay ginagamit para sa pag-aayos ng mga namatay, tool, at karamihan sa mga metal na gawa sa magnesiyo at aluminyo.
- Karamihan sa mga industriya ng katha ay gumagamit ng GTAW upang magwelding ng manipis na mga workpiece, partikular ang mga nonferrous na metal.
- Ginagamit ang mga welding ng GTAW kung saan kinakailangan ang matinding paglaban sa kaagnasan pati na rin ang pag-crack sa loob ng mahabang panahon ng mga katangian.
- Ginagamit ito sa pagmamanupaktura ng mga sasakyang kalawakan
- Ginamit upang hinang ang maliliit na diameter na mga bahagi, manipis na tubing sa dingding, na ginagawang naaangkop sa mga industriya ng bisikleta
Sa gayon ito ay tungkol sa electric arc welding, at ito ay ang kakayahang umangkop na hinang. Ang elektrisidad mga aplikasyon ng arc welding kasangkot sa mga industriya ng pagmamanupaktura para sa pagbuo ng malakas na mga kasukasuan sa buong mundo dahil sa kanilang mga tampok tulad ng kadalian at superior na kahusayan sa hinang. Ito ay pinaka malawak na ginagamit sa iba't ibang mga industriya para sa proteksyon kung hindi man ay ayusin ang mga gawa tulad ng automotive, konstruksyon, paggawa ng barko, at aerospace. Narito ang isang katanungan para sa iyo, ano ang saklaw ng temperatura ng arc welding?